
Concept explainers
Videos
The KC Machine Works, which does job shop machining, has received an order to make 40 duplicate pieces, made of AISI 4140 steel, which will require 1 hr/piece of actual cutting time if a high-speedsfeel (M1) milling cutter is used. Abigail Langley, a new machinist, says the cutting time could be reduced significantly if the company would purchase a suitable tungsten carbide milling cutter. Paul Zachary, the foreman for the milling area, says he does not believe that Abigail’s estimate is realistic, and he is not going to spend $450 (the current price from the vendor) of the company’s money on a carbide cutter that probably would not be used again. The machine hour rate, including labor for the shop is S40/h.
Abigail and Paul have come to you, the manufacturing engineer (MfE) of the plant, for a decision on whether to buy the cutter, which is readily available from a local supplier.
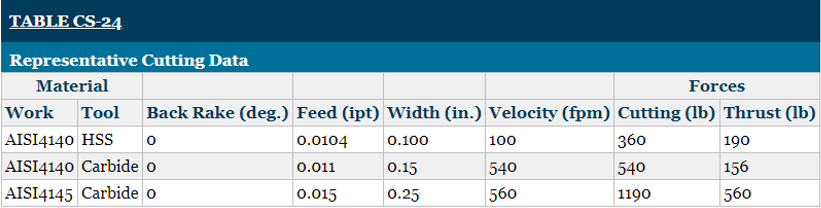
What factors should you consider in this situation? How much faster could the carbide cutter cut compared to the HSS cutter? See Table CS-24. Based on your best guess as to the savings in actual cutting time per piece, who do you think is correct: Abigail or Paul?
Want to see the full answer?
Check out a sample textbook solution
Chapter 24 Solutions
Degarmo's Materials And Processes In Manufacturing
Additional Engineering Textbook Solutions
Statics and Mechanics of Materials (5th Edition)
Applied Statics and Strength of Materials (6th Edition)
Mechanics of Materials (10th Edition)
Manufacturing Engineering & Technology
Applied Fluid Mechanics (7th Edition)
Fundamentals Of Thermodynamics


- Turning Operation In a production turning operation, the foreman has decreed that a single pass must be completed on the cylindrical workpiece in 4.8 min. The piece is 400 mm long and 150 mm in diameter. Using a feed = 0.43 mm/rev and a depth of cut = 4.0 mm, what cutting speed must be used to meet this machining time requirement? Hint: Re-arrange the Tm equation to find v in m/min Tm= T.DO.L v.f 1.522arrow_forward14. Determine the proper RPM for a 3" piece of cold-rolled steel with a cutting speed of SFPM. Round the nearest RPM. Hint: Refer to formulas and examples in your textb а. 102 b. 115 C. 87 d. 146 15. Calculate the machining time (in minutes, rounded to the nearest minute) for a part in length 10" diameter AISI/SAE 4140 steel using a cutting speed of 110 SFPM and a rate of 0.008 IPR. Hint: Refer to examples in your textbook. а. 47 b. 60 C. 86 d. 74arrow_forwardThe tool life equation for HSS tool is VTO.14f 0.7d0.4 = Constant. The tool life (T) of 30 min is obtained using the following cutting conditions: V = 45 m/min, f = 0.35 mm, d = 2.0 mm If speed (V), feed (f) and depth of cut (d) are increased individually by 25%, the tool lifearrow_forward
- A single-point cutting tool with 12° rake angle is used to machine a steel work-piece. The depth of cut, i.e. uncut thickness is 0.81 mm. The chip thickness under orthogonal machining condition is 1.8 mm. What is the shear angle.arrow_forwardIt is required to reduce the thickness of cast iron workpiece with dimensions (L x w x t) of (230 mm x 120 mm x 25 mm) to 22 mm using shaper machine. Given that average cutting speed is 21 m/min, feed 1.2 mm/double stroke, and return/cutting time ratio is 3/4. The approach at each end is 72 mm. If the permissible depth of cut is 2 mm, determine the cutting time in the following cases: i) Using shaper with a mechanically driven ram. ii) Using shaper with a hydraulically driven ram. Solution: i) Mechanically ( ii) Hydraulicallyarrow_forwardA cylindrical rod is machined using turning processes. It is given that the cutting speed is 120min ¹, and feed per tooth is 0.0025 m/min. The outer diameter is 35mm, the length of the rod is 130m and the inner diameter is 22mm. The number of teeth is 6. Find Rotational speed, Feed rate, Machining time, and Depth of cut.arrow_forward
- Given that the length of a work-piece made from copper alloy to be face-milled is 250 mm and the width is 25 mm. The cutter diameter is 150 mm and the tooth number is 10. 1. If it takes 20 seconds to perform the cutting, suggest a cutting speed (in mm/s) and a feed (in mm/rev) to be used. 2. Give another set of values of cutting speed (in mm/s) and feed (in mm/rev) that can give the same cutting time as above.arrow_forwardDetermine the total machining time for a workpiece 30mm in diameter and the required length is 145 mm. Other data: Material: 38mm dia. X 149 mm Depth of cut (turning): 4mm Depth of cut (facing): 2mm Feed : 0.05 mm/rev : 35 SMPM Cutting speedarrow_forwardA straight turning operation is carried out using a single point cutting tool on an AISI 1020 steel rod. The feed is 0.2 mm/rev and the depth of cut is o.5 mm. The tool has a side cutting edge angle of 60°. The uncut chip thickness (in mm) is .. . ... ...arrow_forward
- Calculate the machining time to drill four 20 mm diameter holes and one 50 mm diameter central hole in the flange as shown below. Take cutting speed 20 m/min, feed for 20 mm drill 0.2 mm/rev, and for 50 mm drill feed is 0.6 mm/rev, the point angle is 120°? VIVER 20xA 200 D100 SYLON 50arrow_forwardA two-spindle drill cuts two holes at the same time, one 1/2 inch and one 3/4 inch. The workpiece is 1.0 inches thick. Both drills have point angles of 118 degrees and the cutting speed for the material is 300 ft/min. The rotational speed of each drill can be set individually but the feed rate for both holes must be set to the same value because they move together into the material. The feed rate is set so that the total metal removal rate of both drills combined does not exceed 1.50 in3/min. Determine (a) maximum feed rate (in/min) that can be used, (b) individual feeds (in/rev) for each hole, and (c) cutting time for the operation.arrow_forwardMachining time required reduce a mild steel rod of diameter 60mm, initial length (L) 125mm to final length (L1) 120mm to 58 mm by turning a carbide insert. If the approach length and over run length are 5 mm and 1 mm respectively, take Cutting speed as 20 m/min and feed is =0.2 mm/rev, and the depth of cut is 0.5mmarrow_forward
 Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press
Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON
Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education
Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY
Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning
Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY